کوره های عملیات حرارتی دارای انواع مختفی می باشند و برای کاربردهای مختلفی استفاده می شود. از مهمترین موارد می توان به شرح زیر نام برد:
- کوره های واگنی
- کوره های حمام نمک
- کوره های پیوسته یا continuous
- کوره های محفظه ای
- کوره های تنش زدایی
- کوره های نورد گرم
- کوره های تونلی
- و غیره ....
کیفیت احتراق و پخت در کوره های عملیات حرارتی به عوامل مختلفی مثل نوع مشعل های مورد استفاده، سوخت مشعل ها، شرایط احتراق از لحاظ احتراق کامل یا احیایی یا هوای اضافه (Excess Air)، سرویس دوره ای سیستم سوخت رسانی، آنالیز احتراق و تنظیم مشعل ها برای احتراق مورد نظر و ... بستگی دارد. در شکل زیر نمونه ای از این کوره ها را مشاهده می کنید.

مشعل کوره تنش گیری
تنش زدایی یا تنش گیری که در اصطلاح به آن Post Weld Heat Treatment) PWHT) یا پسگرم و در بعضی موارد بازپخت نیز میگویند فرآیندی است، جهت از بین بردن تنش های موجود که در عملیات و فرآیند تولید به وجود آمده است.اعمال نیرو و یا تغییرات دمایی میتوانند در قطعه تنشی ایجاد کنند که ممکن است بسیار زیان بار باشد. این تنشها که «تنشهای پسماند» نامیده میشوند، میتوانند سبب تاب برداشتن، ترک برداشتن و یا شکست زودهنگام در حین تولید یا درحین کار شوند.
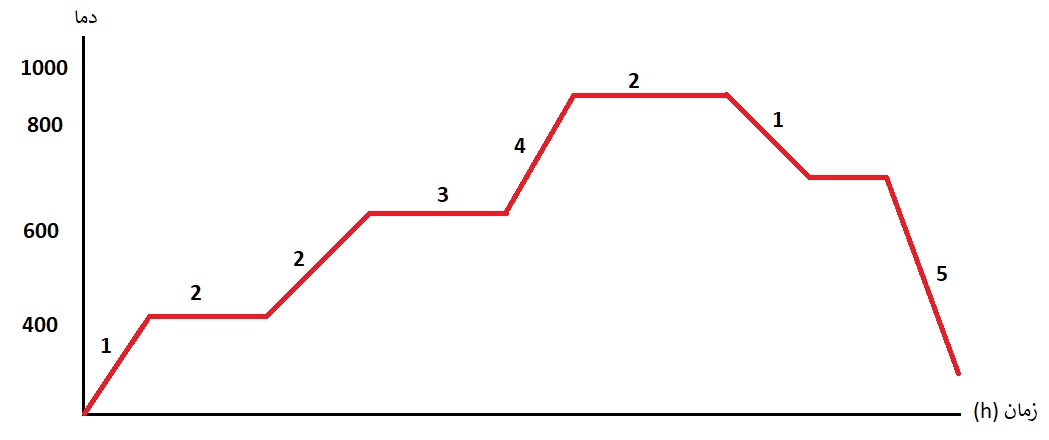
انجام صحیح عملیات تنش زدایی وابسته به ۴ پارامتر زیر است :
• نرخ گرمایش: زمان و شیب رساندن دمای جسم به دمای حداکثر
• دمای نگه داشت: دمای ثابت و مشخصی که جسم در آن دما به مدت زمان مشخصی نگه داشته می شود (حداکثر دما)
• زمان نگه داشت: مدت زمان مشخصی که جسم در دمای حداکثر نگه داشته میشود.
• نرخ سرمایش: زمان و شیب رساندن دمای جسم به دمای محیط
شکل زیر یک منحنی تنش (curve) قطعه را نشان می دهد که باید سیکل حرارتی را طی نماید.
یکی از مشعل هایی که مناسب کوره تنش زدایی می باشد مشعل های سرعت (High velocity) بالا می باشد. در این مشعل سرعت شعله به حدود 240 متر بر ثانیه می رسد و این بدان معناست که مخلوط گاز و هوا محترق با سرعت بالایی از دهانه مشعل خارج می شود. در این مشعل شعله از داخل مشعل تشکیل می شود و قابلیت کنترل بسیار بالایی دارد و نسبت تنظیم دامنه حداقل 1:16 را ارائه می دهد. شرکت تولیدی و مهندسی رهرو ایده رایان سازنده مشعل های سرعت بالا و سرعت متوسط برای کوره های تنش زدایی می باشد. شکل زیر مشعل های سرعت بالا را نشان می دهد.

عکس زیر چیدمان مشعل ها در کوره های عملیات حرارتی نمونه را نشان می دهد.

کنترل مشعل ها در کوره های عملیات حرارتی
یکی از موارد مهم در کوره های عملیات حرارتی کنترل دمای سیستم می باشد. دمای کوره به طور مستقیم به کنترل مشعل ها و شدت شعله ها بستگی دارد یعنی باید مکانیزمی برای کنترل مشعل ها در نظر گرفت که بتوان در زمان افزایش دما ظرفیت مشعل ها زیاد شده و شعله ها بلند شود و در زمان کاهش دما بتوان شعله را کوتاه نموده و ظرفیت حرارتی آن را کاهش داد و در زمان پایداری دما بتوان مشعل را در شعله مورد نظر به صورت پایدار حفظ نمود. این نیازمند یک کنترل کننده هوشمند و یک مشعل با قابلیت مدولیت شعله می باشد. شکل زیر مشعل ها را در حالت شعله بلند نشان می دهد.

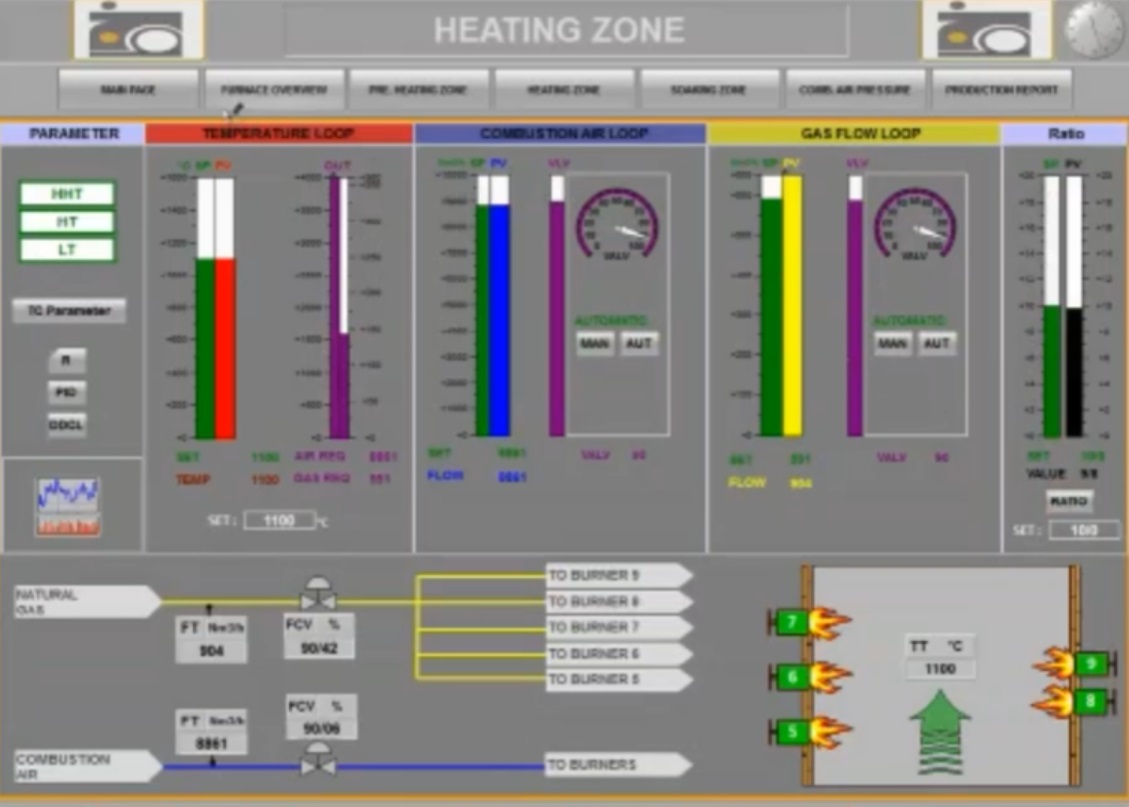
کنترل کننده دمای کوره
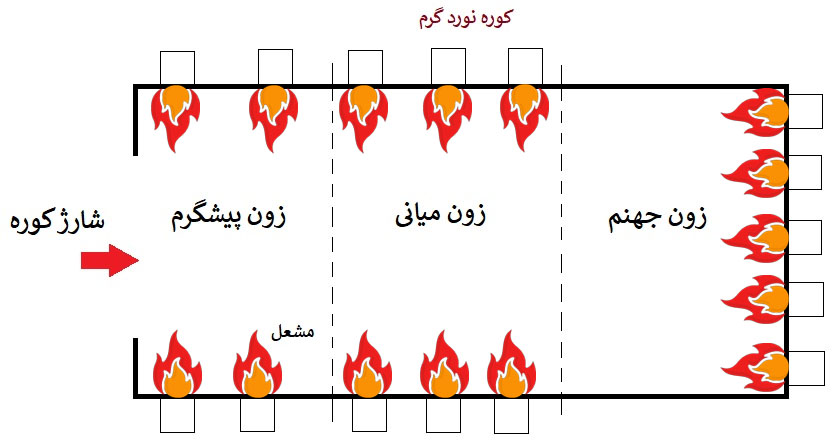
معمولاً جهت کنترل دمای کوره مشعل ها را رد زون های مختلفی قرار می دهند و سپس برای هر زون سیستم کنترل طراحی کرده و به صورت مستقل دمای هر زون را کنترل می کنند. شکل زیر تصویری از چیدمان مشعل ها در کوره نورد گرم می باشد که در سه زون طراحی شده و برای هر زون تعداد مشخصی مشعل قرار دارد.
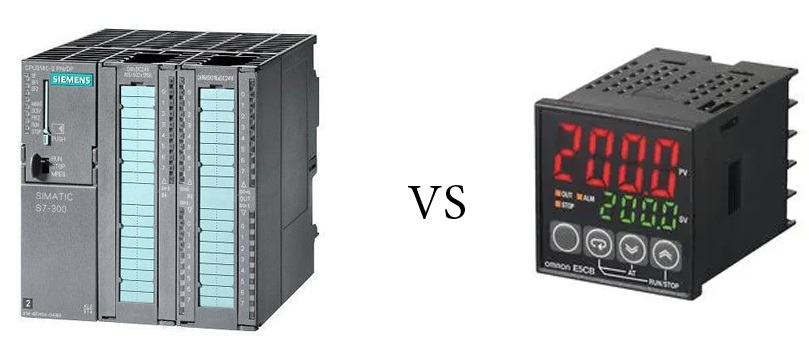
سیستم کنترل دما در حالت عادی می تواند یک کنترل کننده دما باشد که فیدبک دما را از هر زون از طریق یک سنسور دما مثل ترموکوپل دریافت می کند و سپس در مقایسه با ست پونت دمای تنظیمی فرمانی رابه یک اکچویتر در جهت کاهش یا افزایش دما می دهد. این اکچویتر در کوره های الکتریکی می تواند یک هیتر ساده باشد و یا در مشعل های گاز سوز می تواند یک شیر کنترل گاز باشد که مقدار گاز را کم یا زیاد نماید. معمولاً در سیستم های حساس از کنترل کننده با قابلیت PID استفاده می شود که کنترل بهتری روی فرایند خواهد داشت و در سیستم های غیر حساس کنترل کننده On/Off هم جواب کار را می دهد. روش دیگر استفاده از PLC می باشد که کنترل جامع تر و بهتری را ارائه می دهد و البته هزینه پیاده سازی آن نیز گرانتر می شود.
در کنترل شعله مشعل باید روشی بکار برد تا همواره نسبت سوخت (هوا به گاز) در شعله کوتاه و بلند حفظ شود و احتراق کاملی را ایجاد نماید. این نسبت معمولاً در احتراق کامل 1/10 می باشد یعنی هر یک واحد سوخت باید با ده واحد هوا ترکیب شده و شعله مناسب ایجاد شود و البته در بررسی دقیق تر نیاز به آنالیز محصولات احتراق کوره می باشد تا بتوان نسبت فوق را به دقت و برای یک احتراق کامل تنظیم نمود. این بدان معنی است که صرفاً با قراردادن یک شیر کنترل در مسیر گاز نمی توان در شعله های بلند و کوتاه به احتراق کامل رسید چرا که مثلاً با باز شدن شیر گاز مقدار گاز در مقابل هوای ثابت زیاد شده و یک شعله احیایی ایجاد می شود و البته گاز نسوخته نیز در محصولات احتراق وجود خواهد داشت و برعکس با کاهش گاز در هوا احتراق ثابت شعله بسیار اکسیدی خواهد شد. پس نیاز به مکانیزمی می باشد که همراه کاهش یا افزایش گاز توسط شیر کنترل مقدار هوا نیز به تناسب آن تغییر یابد و همواره نسبت احتراق کامل حفظ شود و بدین صورت کنترل دمای کوره نیز با کیفیت بهتری انجام خواهد گرفت. یک مکانیزم استفاده از کوپل مکانیکی شیر کنترل به شیر کنترل دستی مسیر هوا می باشد که معمولاً در جایی که کنترل کننده دما یک خروجی (شیر کنترل گاز یا هوا) را کنترل می کند از این روش استفاده می شود و البته در اکثر مشعل های موتورخانه ای نیز این روش مورد استفاده قرار می گیرد. روش دیگر استفاده از یک تجهیز مکانیکال به نام Air/Gas ratio یا گاونر می باشد که در مقاله های پیشین در خصوص آن صحبت شد. روش دیگر معمولاً با استفاده از PLC قابلیت پیاده سازی دارد و به روش فلومتری یا اورفیس پلیت معروف است. در این روش در مسیر هوا و گاز تغذیه مشعل یک فلومتر از نوع اورفیس پلیت و همچنین در هر مسیر یک شیر کنترل نیز نصب می کنند. سپس در هر لحظه میزان دبی هوا و گاز را به مشعل کنترل می کنند. در این روش قادر هستیم نسبت هوا و گاز به صورت دلخواه تنظیم نماییم و مشعل را در حالت احیایی یا هوای اضافه (Excess Air) بهره برداری کنیم. شرکت فنی مهندسی رهرو ایده رایان طراحی و پیاده سازی سیستم های کنترل دمای کوره به روش کنترل کننده (گاورنری) و سیستم اسکادا PLC به روش اورفیس پلیت از 0 تا 100 انجام می دهد.
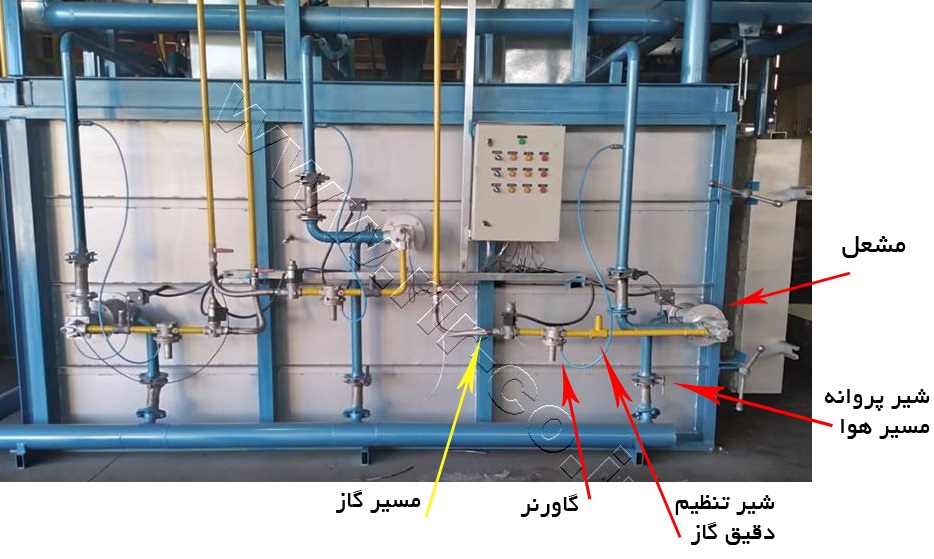
خط سوخت رسانی مشعل
در خط سوخت رسانی هوا و گاز هر ناحیه باید دقت نمود مشعل هایی که در یک زون هستند از یک شیر کنترل فرمان می گیرند و و همگی با هم در شعله کوتاه و بلند کنترل خواهند شد. این در حالی است که می توان روی هر مشعل نیز با استفاده از شیر تنظیم دقیق گاز و شیر پروانه مسیر هوا شکل شعله را نیز به صورت تخصصی تنظیم نمود و سپس در قرار گیری با مشعل های دیگر کوره نیز با همان نسبت و شکل کنترل شوند. قطر هدر هوا و گاز باید محاسبه شود تا مشعل ها در حداکثر ظرفیت خود دچار کمبود هوا یا گاز نشود. شرکت رهرو ایده رایان سازنده شیر تنظیم دقیق گاز و شیر پروانه بین فلنجی بصورت دستی یا قابل کوپل به دمپر موتور
از نکات مهم دیگر در کوره عملیات حراراتی کنترل فشار کوره می باشد که در مقاله های بعدی در خصوص آن به طور مفصل صحبت خواهیم نمود.